
Top Chain ทำงานอย่างไร
1.TABLETOP CHAIN ลักษณะการขับที่ท้องแผ่นโซ่
Top Chain ทำงานอย่างไร(ตอน 2) สายพานลำเลียงแบบ Table Top Chain (TTC) โดยทั่วไปมีโครงสร้างเหมือน Conveyor ประเภทอื่นๆทั่วไป คือมีส่วนขับ(Drive)หัว ส่วนตรงกลาง(Intermediate) และส่วนท้าย(Idle) แต่มีความพิเศษคือนอกจากจะวิ่งในแนวตรงได้แล้ว ยังสามารถวิ่งแบบโค้ง(Side Flexing)ได้ด้วยสายพานเส้นเดียว สายพานลำเลียง Table Top Chain ที่หน้างานจริงไม่ค่อยใช้เป็นสายพานลำเลียงแบบ Stand Alone แต่มักใช้ร่วมกันหลายๆตัวให้ทำงานเป็นระบบ(System) ด้วยเหตุนี้เราจึงเห็นสายพานลำเลียง Table Top Chain ในลักษณะ Lay out conveyor System ที่แตกต่างออกไป
ท้องสายพานซึ่งเป็นจุดที่เฟืองจะมาขบ(Engage) มีลักษณะแตกต่างกัน 3 แบบเพื่อให้เหมาะสมกับการใช้งานเช่น ใช้งานเบา(Light Duty) ใช้งานหนัก(Heavy duty) หรือการใช้งานที่มีลักษณะโค้ง-งอได้หลายรอบเป็นต้น
TABLETOP CHAIN ท้องสายพานมีลักษณะต่างกันสามประเภทคือ
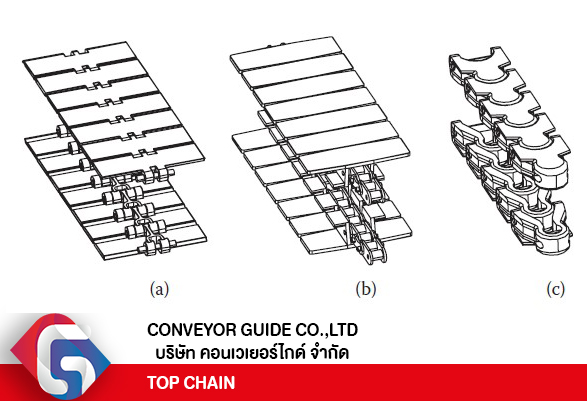
มีการลักษณะการขับ TABLE TOP CHAIN
1.รูปที่ (a) แผ่นเพลทบน(Top Plate) ฉีดออกมาเป็นชิ้นส่วนเดียวกันกับ Link ล่าง ใช้ในงานลำเลียงทั่วไปที่เป็นงานเบา(Light Duty) สามารถติดยางบน Top Plate เพื่อให้ผิวหยาบใช้กับในกรณีที่คอนเวเยอร์ลำเลียงอยู่ในแนวเอียงได้
แผ่นเพลทบน(Top Plate) หล่อเป็นชิ้นส่วนเดียวกันกับ Link ล่าง
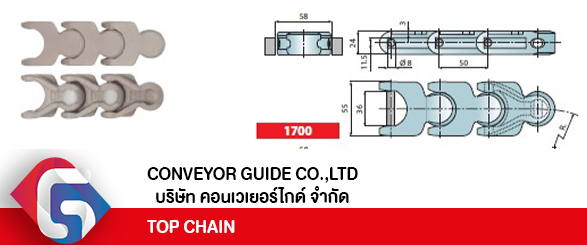
2.ในรูปที่ (b) ติดโซ่ใต้แผ่นเพลทบน (Snap on Top Plate) ใช้ในงานที่ต้องการแรงดึง(Tensile Strength) สูง สามารถติดลูกกลิ้ง(Roller) ด้านบน Top Plate สำหรับงาน Accumulation ทำให้สามารถเป็น Conveyor ที่มีความยาวมากรับแรงดึงสูงได้
Top Chain ติดโซ่ใต้แผ่นเพลทบน (Top Snap Plate) มีแรงดึง(Tensile Strength)สูงTop Plate ติดยางลำเลียงในแนวเอียงได้
3.รูปที่ (C) Multiflex Chain เป็นโซ่มีข้อต่อ(Link) แบบ Ball Joint ใช้ในงานที่ต้องการความยืดหยุ่นในการเคลื่อนที่มากขึ้น ลำเลียงได้ 3 มิติ เช่นใช้เป็น Buffer Conveyor ติด Gripper ใช้ลำเลียงแบบหนีบชิ้นงาน ขึ้น-ลง 90 องศาได้ หรือ ทำไลน์ Conveyor คดเคี้ยงเลี้ยวไป-มา เรียก Alpine Conveyor หรือ Serpentine Conveyor ดังแสดงในรูปที่ (C)

Multiflex Chainมีความยืดหยุ่นในการเคลื่อนที่สูง

Alpine Conveyor โซ่คดเคี้ยงเลี้ยวไป-มา
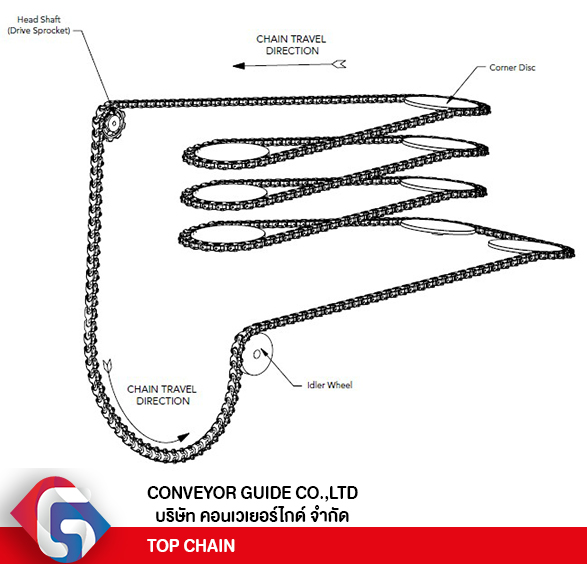
Serpentine Conveyor แบบไม่ต้องมีโซ่ ด้าน Return
2.TABLETOP CHAIN การเชื่อมต่อ (Transfer) ระหว่าง Conveyor
เดิมที สายพานลำเลียง Table Top Chain (TTC) นิยมใช้ในโรงงานบรรจุขวดพลาสติกและแก้ว ที่มีเฉพาะแบบวิ่งตรงสั้นๆเท่านั้น ต้องใช้แผ่นเชื่อม(Dead Plate)ระหว่าง conveyor เพื่อให้ Conveyor ยาวมากขึ้น ต่อมาได้พัฒนาให้ Table Top Chain แบบตรงให้เป็นแบบวิ่งโค้ง (Side Flexing) ทำงานได้เก่งขึ้น ทำงานได้เร็วขึ้นโดยไม่ต้องมีแผ่นเชื่อม (Dead Plate)ขณะเปลี่ยนทิศทาง ทำให้ชิ้นงานวิ่งด้วยความมั่นคงสมดุลไม่ล้ม ปรกติโซ่มีความกว้างตั้งแต่ 3/4 นิ้วจนถึง 12 นิ้ว (รุ่นพิเศษทำได้ถึง 24 นิ้ว)
Table Top Chain มีจำหน่ายในรูปของพลาสติกหลายประเภท (เช่น AcetalหรือDelrin®) เหล็กกล้า หรือเหล็กกล้าไร้สนิม(Stainless) ผู้ผลิตบางรายเสนอสูตรพลาสติกที่มี Microban® เพื่อจำกัดการเติบโตของแบคทีเรียได้
โครง Table Top Chain Conveyor ทั่วไปใช้โครงเหล็กหรือโครงสแตนเลสขึ้นรูป(ตัด-พับ เลเซอร์) มี แถบกันสึกหรอ (wear strip) รองรับน้ำหนักสายพานและน้ำหนักชิ้นงาน (Carry Support) wear strip ส่วนมากทำด้วยโพลีเอทิลีนน้ำหนักโมเลกุลสูง(UHMW) ส่วนด้าน Return Support ทำได้หลายรูปแบบจะใช้(UHMW) หรือ Roller รองรับก็ได้
วิธีการลำเลียงเปลี่ยนแนว (Transfer)ระหว่าง Conveyor 2 ตัว
1.เปลี่ยนแนวการลำเลียง(Transfer)ไปในทิศเดียวกัน
เมื่อต้องการสายพานลำเลียงที่มีความยาวมากเกินกว่าจะใช้ Conveyor ตัวเดียวทำได้ จำเป็นต้องเปลี่ยนแนวการลำเลียง(Transfer) เป็นแบบขนาน (Inline transfer)หรือแบบด้านข้าง(Side Transfer) ให้ชิ้นงานลำเลียงไปยังสายพานตัวที่สองต่อไปได้อย่างราบรื่น ป้องกัน และลดเวลาหยุดงานของระบบเนื่องจากการติดขัดของชิ้นงาน
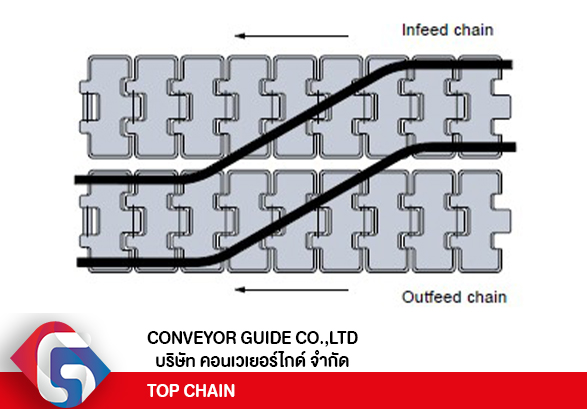
วิธีการลำเลียงเปลี่ยนแนวแบบ Side transfer
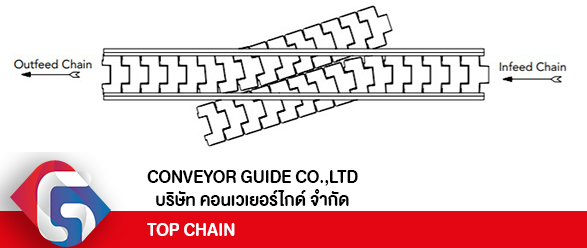
วิธีการลำเลียงเปลี่ยนแนวแบบ Inline transfer
การเปลี่ยนแนวการลำเลียง แบบขนานด้านข้าง(Side Transfer) เป็นวิธีที่ราคาถูกที่สุด แต่ต้องใช้ความระมัดระวังเพื่อให้แน่ใจว่าระดับของทั้งสอง Conveyor ตัวทำงานร่วมกันได้อย่างดี โดยโซ่ตัวจ่ายออก(Out Feed) มีระดับต่ำกว่า โซ่ตัว In Feed เล็กน้อย ช่องว่างระหว่างโซ่ต้องมีน้อยที่สุด ต้องปรับราง(Guide Rail) ให้มีระยะเพียงพอที่จะทำให้ชิ้นงานไหลลื่นและต้องนำความเร็วพิจารณาร่วมด้วยอย่างรอบคอบด้วย
2.เปลี่ยนแนวการลำเลียง(Transfer)ไปในทิศตั้งฉากกันเมื่อจำเป็นต้องเลี้ยวโค้งในแนวมุมฉาก การเปลี่ยนทิศทางทำได้ 2 วิธี
2.1 Dead Plate Transfer เพื่อให้การลำเลียงราบรื่นที่สุดควรติดตั้งแผ่น(Dead Plate)เชื่อมให้อยู่ในระดับที่พอดีหรือสูงกว่าโซ่ป้อนออก (Out Feed Chain)เล็กน้อย แผ่นเชื่อม(Dead Plate)ควรทำมุมเอียงให้ส่วนปลายบางที่สุดเท่าที่จะเป็นไปได้ เพื่อให้ชิ้นงานลำเลียงเข้าและออกจากแผ่นเชื่อม(Dead Plate)โดยไม่สะดุด
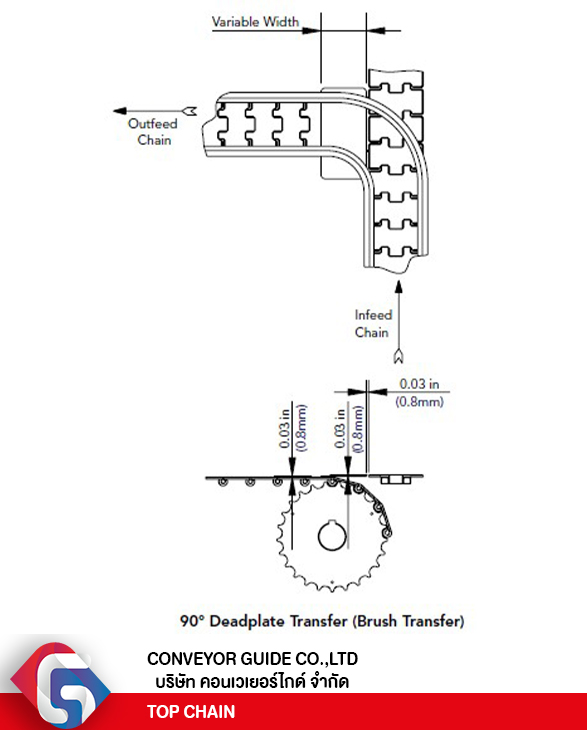
Dead Plate Transfer แบบ 90 องศา

Dead Plate Transfer แบบ In Line
2.2 Disk Transfer การติดตั้งตำแหน่งจานหมุน(Disk) ระดับขอบของจานหมุน(Disk)จะเอียงเพื่อไม่ให้ขอบไปสดุดชิ้นงาน ระดับจานหมุนควรติดตั้งให้ต่ำกว่าสายพานลำเลียงป้อนเข้า(Infeed Chain)เล็กน้อย และสูงกว่าสายพานลำเลียงป้อนออก(Outfeed Chain)เล็กน้อยเช่นกัน
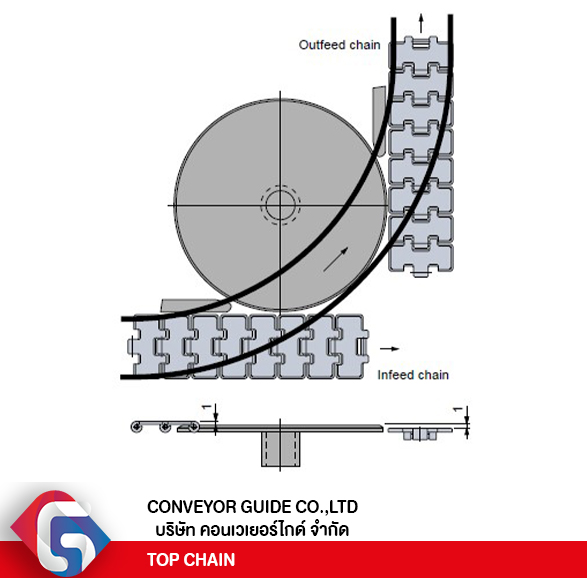
Disc Transfer แบบ 90 องศา
3.Side Flexing Chain Minimum Radius Recommendation
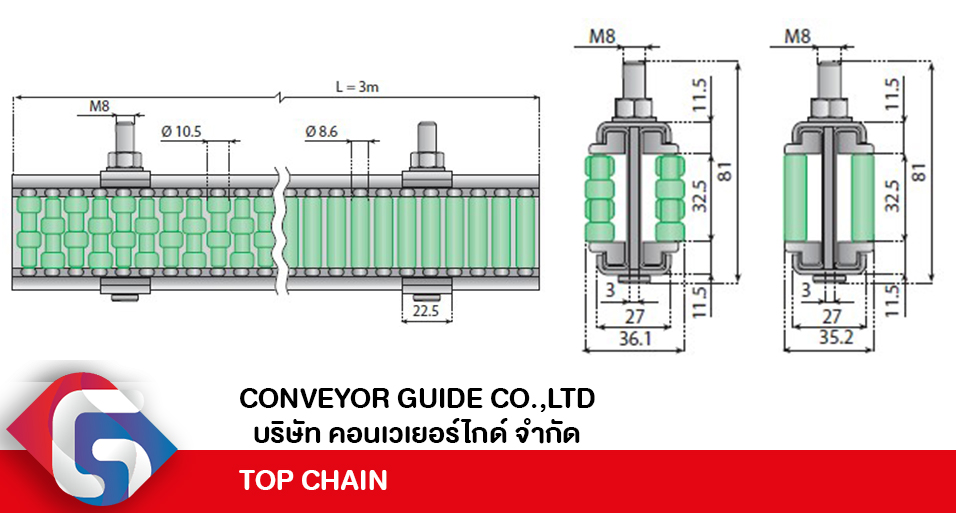
ในการออกแบบ Conveyor แบบโค้ง(Side Flexing) ด้านข้างต้องคำนึงถึงข้อจำกัดของรัศมีต่ำสุดของเส้นโค้ง (เราไม่สามารถออกแบบให้รัศมีน้อยกว่ารัศมีที่ต่ำสุดของส่วนโค้งได้)โดยทั่วไปแล้ว โซ่ Table Top Chain มีหน้ากว้าง 4.5 นิ้ว ความกว้างสูงสุด 7.5 นิ้ว จะมีรัศมีกึ่งกลางต่ำสุด 24 นิ้ว โซ่กว้าง 10 นิ้ว และ 12 นิ้ว มีรัศมีกึ่งกลางต่ำสุด 30 นิ้ว (ข้อมูลที่ถูกต้องของรัศมีต่ำที่สุดของเส้นโค้งสามารถขอดูได้จาก Data Sheet จากผู้ขายโซ่ยี่ห้อที่เราเลือกใช้) เมื่อใช้ Table Top Chain แบบโค้ง(Side Flexing) ลำเลียงชิ้นงานที่มีขนาดเล็ก รูปร่างไม่มั่นคงต้องระมัดระวังเรื่องช่องว่างของโซ่ที่รัศมีด้านนอกสุดที่มีช่องว่างขณะเลี้ยว โซ่ที่มีหน้ากว้างมากจะมี ช่องว่างระหว่าง Link มากขึ้นด้วย เมื่อโซ่เคลื่อนที่ผ่านโค้ง ช่องว่างด้านในจะปิดเล็กลง แต่ช่องว่างด้านนอกจะกว้างมากขึ้นทำให้ชิ้นงานขนาดเล็กหรือมีรูปร่างไม่เสถียรล้มได้ ข้อแนะนำในการออกแบบในกรณีนี้ ควรใช้โซ่ที่มีหน้าแคบสองหรือสามเส้นแทนโซ่ที่มีหน้ากว้างมากเพียงเส้นเดียว ตัวอย่างเช่น แทนที่จะใช้โซ่กว้าง 10 นิ้วหนึ่งเส้น ให้ใช้โซ่ขนาด 4.5 นิ้วสองเส้นและโซ่ 3/4 นิ้วหนึ่งเส้นเป็นต้น
4.Guide Rail Recommendation
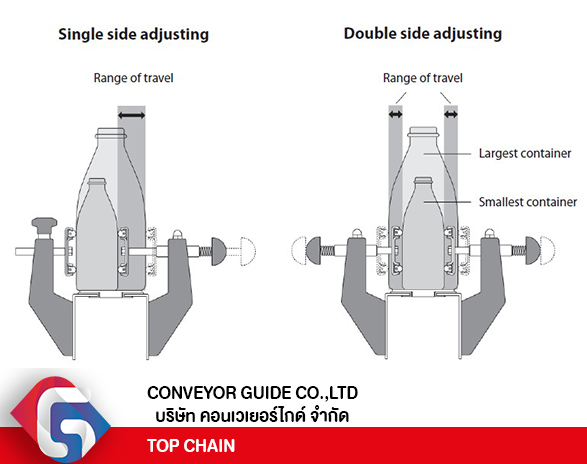
Guide Rail ใช้ประคองชิ้นงานไม่ให้ล้มขณะวิ่งอยู่บน conveyor ตัว ขายึด (Guide Rail Support ) มี2 แบบ แบบฉากยึดรางแบบตายตัว(Fixed Bracket) และแบบปรับ(Adjustable Bracket) ได้ ขายึดแบบตายตัวมีราคาถูกที่สุด สำหรับขายึดแบบปรับได้(Adjustable Bracket) รางไกด์สามารถปรับเข้า-ออก ขึ้น-ลง ได้ตามความจำเป็นเพื่อรองรับชิ้นงานที่มีขนาดต่างกัน กรณีชิ้นงานมีความสูงมาก ใช้ Guide Rail สองชิ้นขึ้นไปโดย Guide Rail ด้านล่างจะป้องกันชิ้นงานไม่ให้ล้ม ส่วน Guide Rail ด้านบนจะติดตั้งในระดับประมาณสองในสามของความสูงชิ้นงานเพื่อประคองชิ้นงานไม่ให้ล้ม
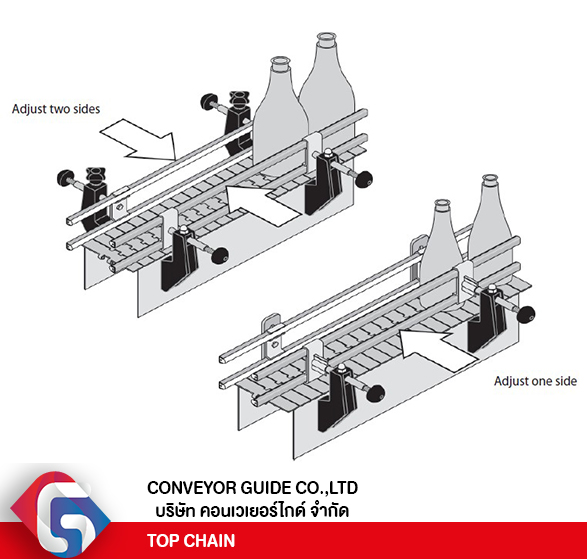
ขายึดแบบปรับได้(Adjustable Bracket)
ขายึดแบบปรับได้(Adjustable Bracket)
5.Roller Guide Rail Application Recommendation
เมื่อใช้ Table Top Chain ลำเลียงผลิตภัณฑ์ที่หลากหลาย เช่น ขวดแก้ว ขวดพลาสติก กล่องซีเรียล กระดาษชำระ ต้องคำนึงเสมอว่าสิ่งของที่บรรจุภายในภาชนะที่เป็นของเหลว ไม่ว่าจะเป็นโซดา น้ำยาดัดผม หรือน้ำเชื่อม อาจหกบนสายพานทำให้เกิดแรงเสียดทานเพิ่มขึ้นส่งผลต่อ กำลังมอเตอร์ในการขับสายพานแม้ว่าจะมีการหล่อลื่นโซ่ก็ตาม
อีกประการหนึ่งที่ต้องพิจารณาคือชิ้นงานเช่น ขวดหรือกระป๋องในแนวตั้งต้องลำเลียงในรูปแบบของแถวเรียงหนึ่ง เพื่อติดฉลาก บรรจุ และอื่นๆ เมื่อใดก็ตามที่ชิ้นงานสองชิ้นเบียดกัน(แสดงว่ารางแคบเกินไป) อาจทำให้การลำเลียงติดขัดจำเป็นต้องจัดชิ้นงานให้เป็นแถวเรียงหนึ่งอีกครั้ง วิธีการแก้ไขคือ
• ขยายรางกว้างเป็น 1.6 เท่าของเส้นผ่านศูนย์กลางของชิ้นงาน วิธีนี้จะทำให้ชิ้นงานอยู่เคียงข้างกันไม่เบียดกัน
• เมื่อชิ้นงานหลายชิ้นพยายามที่จะแย่งกันเข้าสู่ช่องลำเลียงเดียวกัน(Single File)ในเวลาเดียวกัน อาจจะทำให้ชิ้นงานเกิดติดขัดเป็นรูปสะพานโค้ง วิธีแก้ไขคือติดตั้ง Roller Guide (มีหลายรุ่นเหมาะสมกับApplicationแต่ละอย่าง) ซึ่งผิวลูกกลิ้งที่ไม่เรียบจะทำให้ไปทำลายการเกาะกันของชิ้นงาน ทำให้การลำเลียงลื่นไหลต่อไปได้
Roller Guide มีหลายรุ่นตามลักษณะของ Application
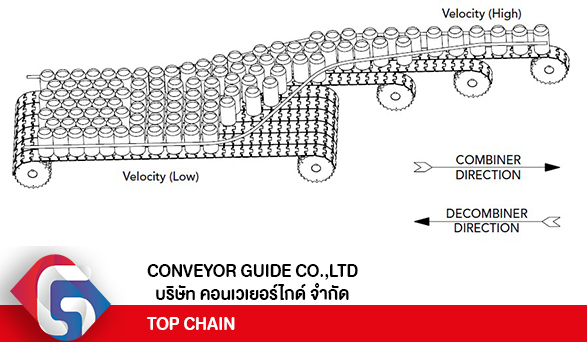
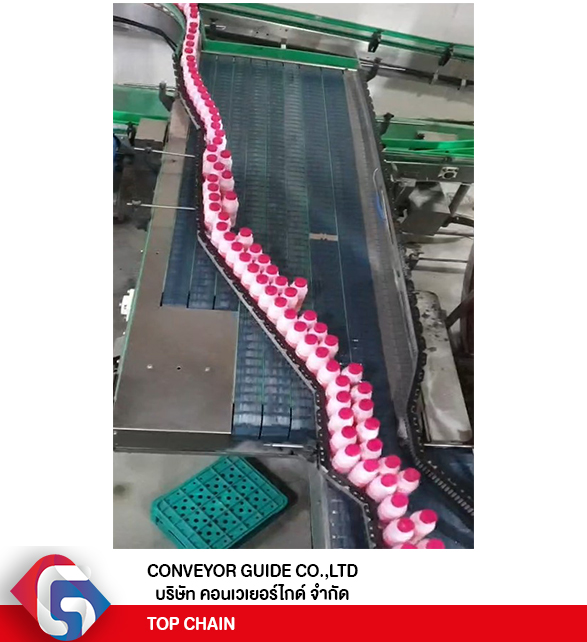
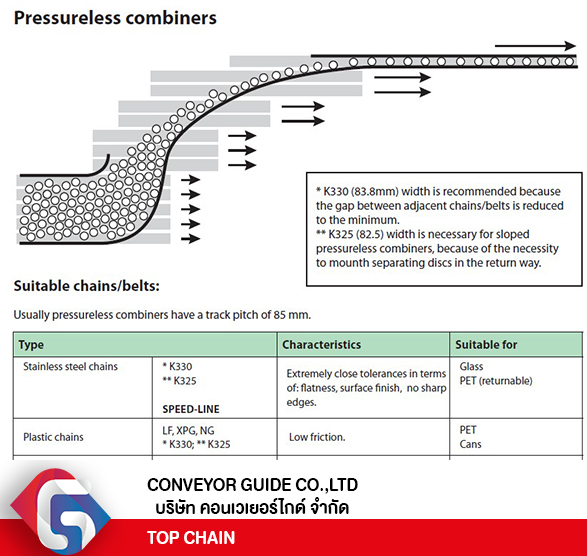
• อีกวิธีหนึ่งคือติดตั้งชุดสายพาน Top chain หลายๆตัวเรียงแถวเป็นผืนเดียวกัน(เรียกว่า Combiner) แต่วิ่งด้วยความเร็วต่างกัน สายพานตัวแรกจะมีความเร็วน้อยจากนั้นเพิ่มความเร็วของสายพานเส้นถัดไปทีละน้อยจนถึงสายพานตัวสุดท้ายมีความเร็วมากที่สุดโดยใช้ Roller Guide rail กั้นพื้นที่ให้เป็นรูปลิ่มเพื่อให้ชิ้นงานค่อยๆทยอยเข้าสู่ช่องลำเลียงเป็นแถวเรียงหนึ่งอย่างเป็นระเบียบ จะมีชิ้นงานจำนวนหนึ่งที่ยังไม่สามารถเข้าช่องลำเลียงได้จะถูกดึงกลับมา (Decombiner ในรูปคือโซ่ที่มีความเร็ว 30 FPM.) ที่ Combiner เพื่อรอการลำเลียงในรอบต่อไป
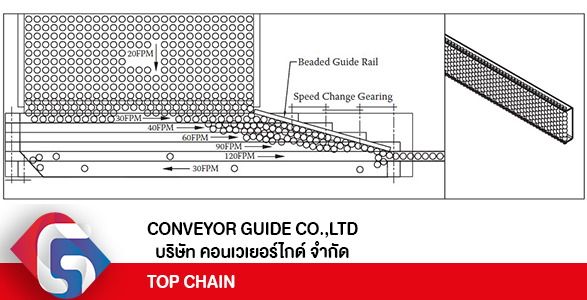
การติดตั้ง Roller Guide (Beaded Guide Rail) ใน Combiner
ชิ้นงานจะสะสมที่Combinerเพื่อลำเลียงเข้าไลน์สายพานProcessต่อไป
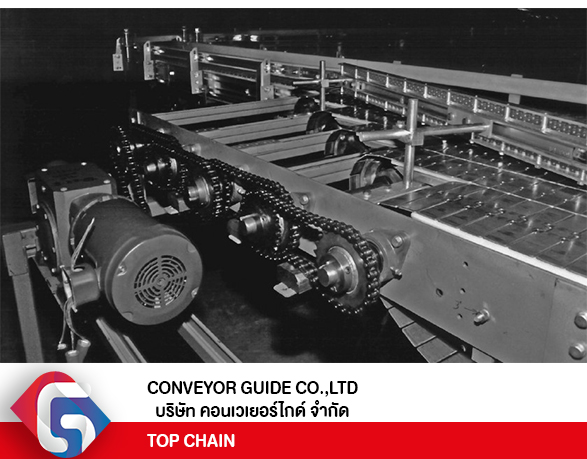
การติดตั้ง Drive Unit ให้Top Chain แต่ละเส้นมีความเร็วแตกต่างกัน
การติดตั้ง Roller Guide (Beaded Guide Rail) ใน Combiner
เคล็ดลับการติดตั้ง Drive Sprocket and Tail Sprocket และ Speed ใน Combiner
• Combiner ที่ใช้โซ่หลายแถว ให้ Fix Drive Sprocket บน Drive Shaft ทุกตัว ส่วน Idle Sprocket ให้ Fix Sprocket (ล็อคตัวกลางตัวเดียว) นอกนั้นปล่อยอิสระ
• ถ้าพื้นที่ติดตั้ง Combiner มีมากเพียงพอที่จะติดตั้งโซ่หลายแถวได้ ให้ปรับความเร็วของโซ่แต่ละแถวที่อยู่ติดกันกันที่ความเร็วแตกต่างกัน 15 ถึง 23 เมตรต่อนาที ทั้งนี้ก็ขึ้นอยู่กับชนิดของชิ้นงานที่ลำเลียง
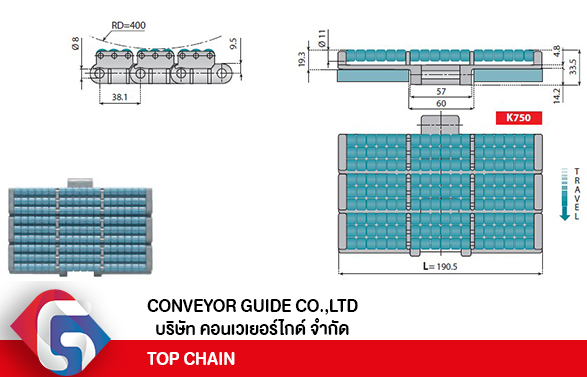
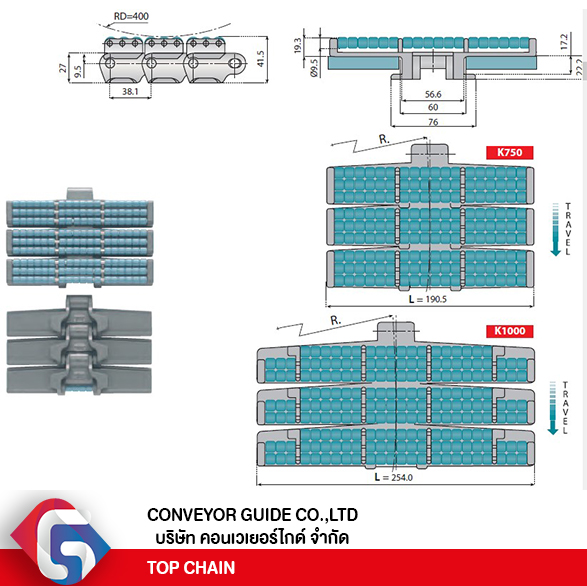
ตัวอย่างการเลือกโซ่ติดตั้งใน Combiner
6.Accumulation and Combiner Application Recommendation
เมื่อกั้นชิ้นงานให้หยุดบนคอนเวเยอร์ขณะที่สายพานยังเคลื่อนที่ (ปรากฏการณ์นี้เรียกว่า Accumulation) เป็นการเพิ่มแรงเสียดทานในระบบทำให้อายุการใช้งานของโซ่และ Wear Strip สั้นลง ดังนั้น แนะนำให้ใช้โซ่ที่มีแรงเสียดทานต่ำที่สุดหรือใช้โซ่พิเศษที่มีลูกกลิ้งอยู่ด้านบน(เรียกว่า Roller Top) ที่ช่วยลดแรงเสียดทานระหว่างผิวของชิ้นงานและโซ่ เมื่อปิดเครื่องหลังจากใช้งานแล้ว ต้องหมั่นทำความสะอาดอย่าให้มีสิ่งสกปรกหรือฝุ่นสะสมเกาะติด Roller จะทำให้ Roller ฝืดมีแรงเสียดทานเพิ่มขึ้น
ตัวอย่าง Accumulation Roller Top แบบวิ่งตรง
ตัวอย่าง Accumulation Roller Top แบบวิ่งโค้ง

ส่วนประกอบของ โครงสร้าง Top chain Conveyor
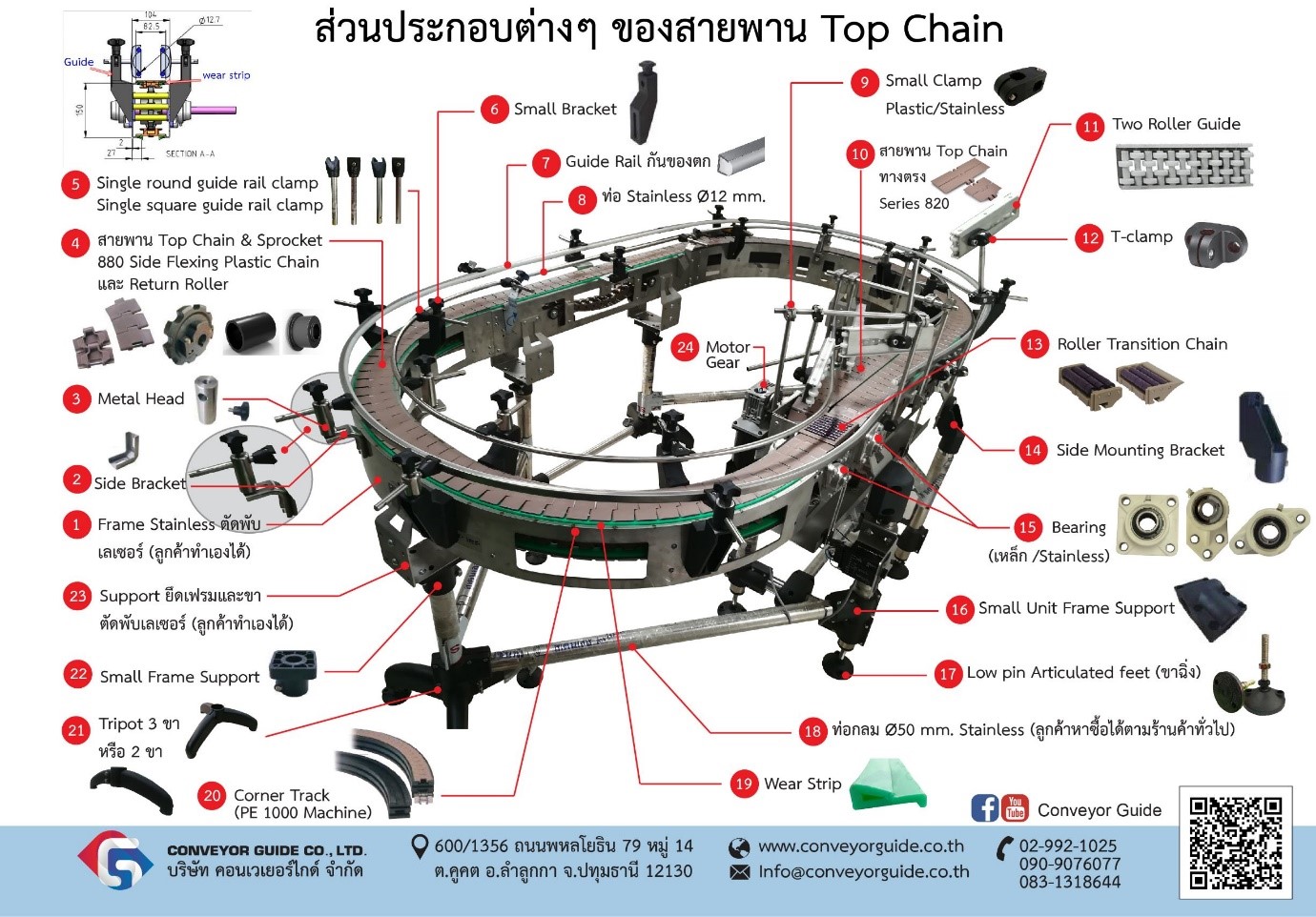
Top chain Conveyor มาดูของจริงได้ที่บริษัท คอนเวเยอร์ไกด์ จำกัด